




Address: Qianfu Building, Laojie Road, Shiyan ,Shenzhen, China
Tel:86-755-2764 0414
Email:info@g-mold.com
Weld line
Welcome to disscusss injection molding issue, please send email to info@g-mold.com
Weld line develop process
Weld line is created when two melt flows meet. The rounded melt flow fronts become flattened and bonded when touching each other.
This is show in below pictures. This process requires stretching of the already highly viscous flow fronts.
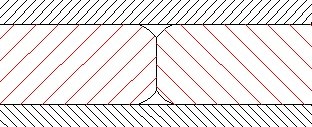
If temperature and pressure and not high enough, the corners of the flow fronts will not completely develop, creating a notch.
Furthermore, the flow fronts no longer melt together homogeneously, possibly producing an optical and mechanical weak line.
It is particularly visible on the dark or transparent parts with highly polished surface.
If molding compounds containing additives, strong orientations of these additives near the weld line are possible.
This can lead to color changes near the weld line. Color changes are particularly visible on parts with metallic pigments.
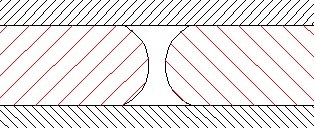
Flow fronts before touching each other Streching of the rounded flow fronts
Weld line solution
A, adjust injection molding process
1,increase melt and nozzle temperture, increase back pressure
2,increase injection pressure
3,adjust injection speed
B, adjust mold
1, don’t use mold release oil
2increase mold temperature, add heat pin close the special weld line
3,add air escape slot close the weld line
4,increase the runner and gate size
5,change the gate position, the weld line is too far to the gate
C, change a easy flow plastic material
D, check the thickness if it is too thin, increase wall thickness for the weld line area